

Macchina CNC per specchi scintillanti
Tabella dei parametri
Tabella dei parametri di capacità
| Articolo | Unità | Valore |
| Dimensioni del tavolo (lungo × largo) | mm | 700×400 |
| Dimensioni interne del serbatoio del liquido di lavorazione (lungo × largo × alto) | mm | 1150×660×435 |
| Intervallo di regolazione del livello del liquido | mm | 110–300 |
| Capacità massima del serbatoio del liquido di lavorazione | l | 235 |
| Corsa degli assi X, Y, Z | mm | 450×350×300 |
| Peso massimo dell'elettrodo | kg | 50 |
| Dimensione massima del pezzo da lavorare | mm | 900×600×300 |
| Peso massimo del pezzo da lavorare | kg | 400 |
| Distanza minima e massima tra il tavolo di lavoro e la testa dell'elettrodo | mm | 330–600 |
| Precisione di posizionamento (standard JIS) | micron | 5 μm/100 mm |
| Precisione di posizionamento ripetuto (standard JIS) | micron | 2 micron |
| Dimensioni complessive della macchina utensile (lunghezza × larghezza × altezza) | mm | 1400×1600×2340 |
| Peso approssimativo della macchina (lunghezza × larghezza × altezza) | kg | 2350 |
| Dimensioni del contorno (lunghezza × larghezza × altezza) | mm | 1560×1450×2300 |
| Volume del serbatoio | l | 600 |
| Metodo di filtraggio del fluido di lavorazione | A | Filtro con nucleo di carta intercambiabile |
| Corrente massima di lavorazione | kW | 50 |
| Potenza totale in ingresso | kW | 9 |
| Tensione di ingresso | V | 380 V |
| Rugosità superficiale ottimale (Ra) | micron | 0,1 μm |
| Perdita minima dell'elettrodo | - | 0,10% |
| Processo standard | Rame / acciaio, micro rame / acciaio, grafite / acciaio, acciaio tungsteno / acciaio, micro rame tungsteno / acciaio, acciaio / acciaio, rame tungsteno / lega dura, rame / alluminio, grafite / lega resistente al calore, grafite / titanio, rame / rame | |
| Metodo di interpolazione | Linea retta, arco, spirale, canna di bambù | |
| Vari compensi | Per ogni asse viene eseguita la compensazione dell'errore di passo e la compensazione del gap | |
| Numero massimo di assi di controllo | Tre assi a tre bracci (standard), quattro assi a quattro bracci (opzionale) | |
| Varie risoluzioni | micron | 0,41 |
| Unità di azionamento minima | - | Touch screen, disco U |
| Metodo di input | - | RS-232 |
| Modalità di visualizzazione | - | LCD da 15″ (TET*LCD) |
| Scatola di controllo manuale | - | Inching standard (commutazione multilivello), ausiliario A0~A3 |
| Modalità di comando della posizione | - | Sia assoluto che incrementale |
Esempio di introduzione
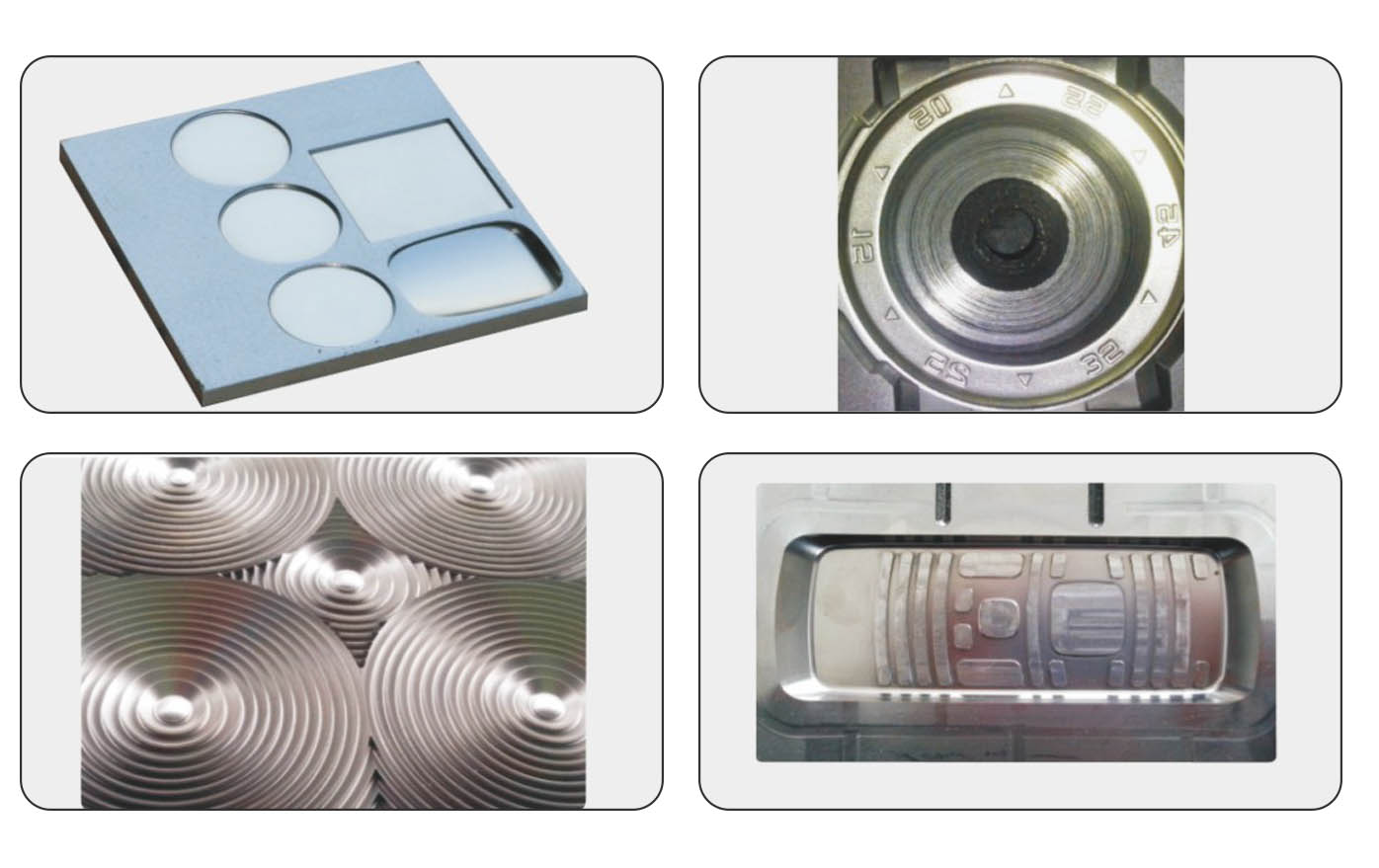
Esempi di elaborazione completa (finitura a specchio)
| Esempio | Modello di macchina | Materiale | Misurare | Rugosità superficiale | Caratteristiche di elaborazione | Tempo di elaborazione |
| Finitura a specchio | A45 | Rame – S136 (Importato) | 30 x 40 mm (campione curvo) | Ra ≤ 0,4 μm | Elevata durezza, elevata lucentezza | 5 ore e 30 minuti (campione curvo) |
Stampo per cassa dell'orologio
| Esempio | Modello di macchina | Materiale | Misurare | Rugosità superficiale | Caratteristiche di elaborazione | Tempo di elaborazione |
| Stampo per cassa dell'orologio | A45 | Rame – S136 temprato | 40 x 40 millimetri | Ra ≤ 1,6 μm | Texture uniforme | 4 ore |
Stampo per lametta
| Esempio | Modello di macchina | Materiale | Misurare | Rugosità superficiale | Caratteristiche di elaborazione | Tempo di elaborazione |
| Stampo per lametta | A45 | Rame – NAK80 | 50 x 50 millimetri | Ra ≤ 0,4 μm | Elevata durezza, consistenza uniforme | 7 ore |
Stampo per custodia del telefono (lavorazione con polvere mista)
| Esempio | Modello di macchina | Materiale | Misurare | Rugosità superficiale | Caratteristiche di elaborazione | Tempo di elaborazione |
| Stampo per custodia del telefono | A45 | Rame – NAK80 | 130 x 60 millimetri | Ra ≤ 0,6 μm | Elevata durezza, consistenza uniforme | 8 ore |
Scrivi qui il tuo messaggio e inviacelo



